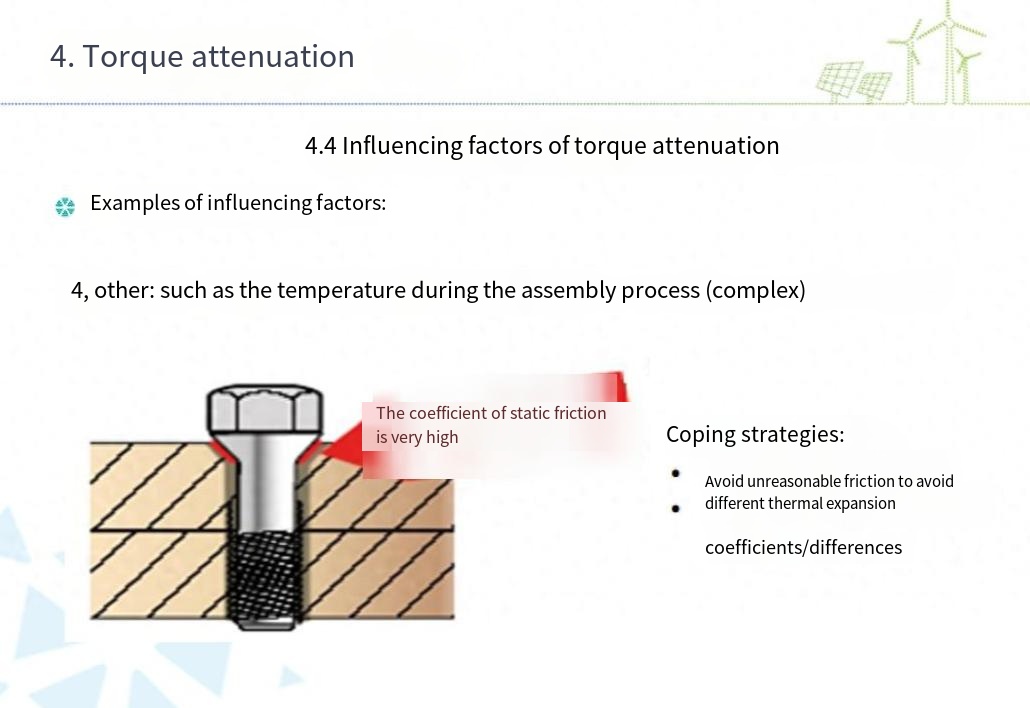

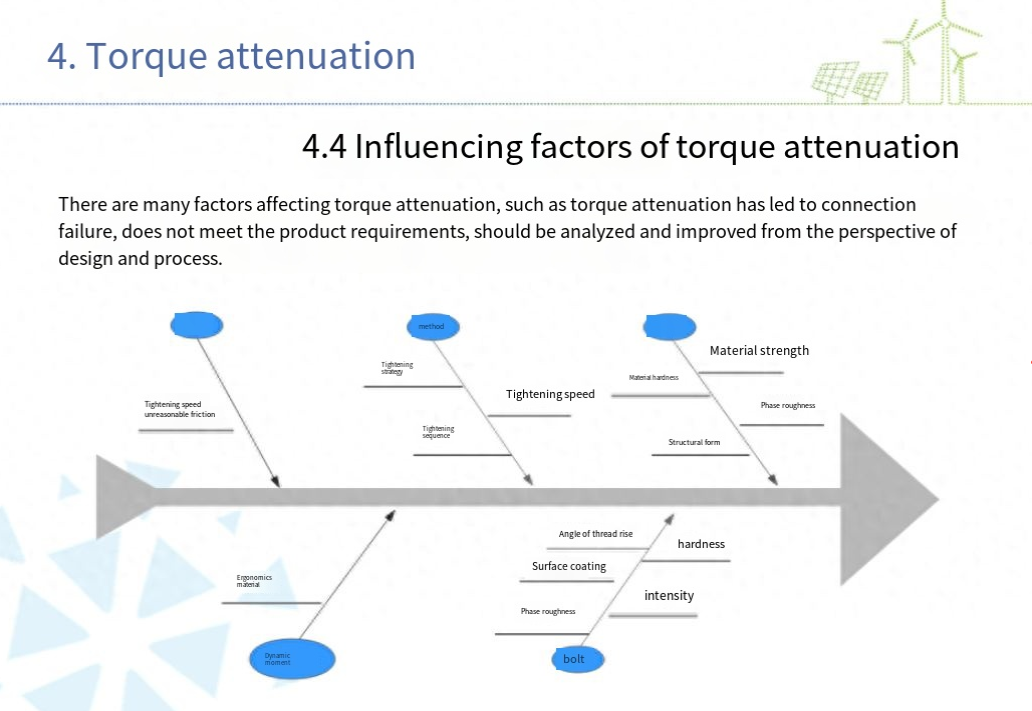
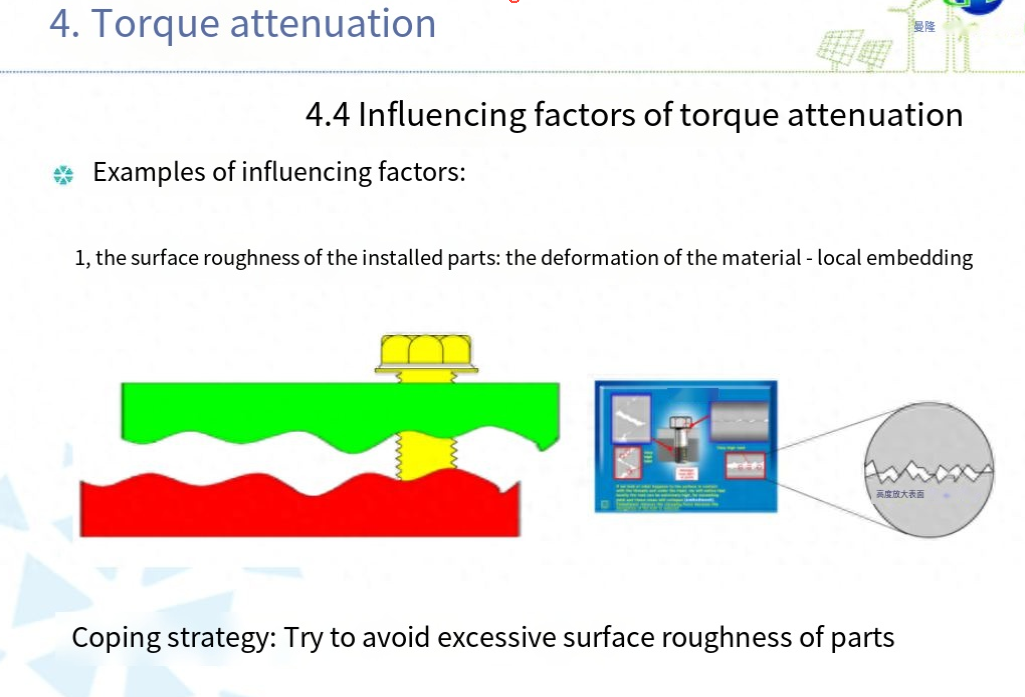
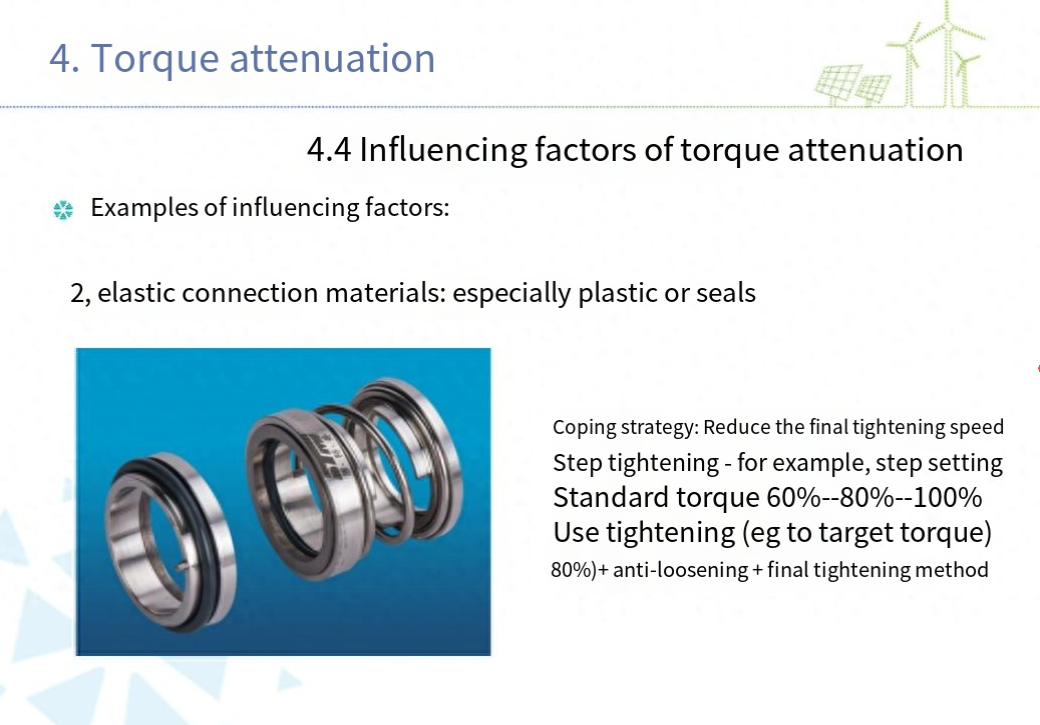
Það eru margir þættir sem hafa áhrif á togdempun, því að mismunandi gerðir af ráðstöfunum til að bæta togdempun eru ekki þær sömu, yfirgripsmikið ofangreint efni, frá ferli og hönnunarsjónarmiði til að huga að algengum umbótaráðstöfunum við togdempun samanteknar sem hér segir, auðvitað, umbætur ráðstafanir takmarkast ekki við eftirfarandi innihald.Hönnunarhorn:1.Yfirborðsgrófleiki: því minni sem yfirborðsgrófleiki er, því sléttari yfirborð efnisins, og því minni togdempun eftir aðhald.2.Efnishörku: Bættu hörku efnisins, því erfiðara sem efnisyfirborðið er fellt inn á milli hvers annars, því minni togdempun.3.Teygjanlegt efni: plast eða gúmmí o.fl. ætti að nota eins lítið og mögulegt er.Ef nauðsyn krefur, ætti að móta alhliða aðdráttarstefnu til að tryggja að klemmukrafturinn eftir dempun uppfylli kröfur vörunnar.4, boltaval: fínn tennur bolti samanborið við grófa tennur boltahalli er minni, skrúfahorn er einnig lítið, í notkun er ekki auðvelt að losa, þannig að notkun á fínum tönnum bolta togdempun verður minni en grófar tennur
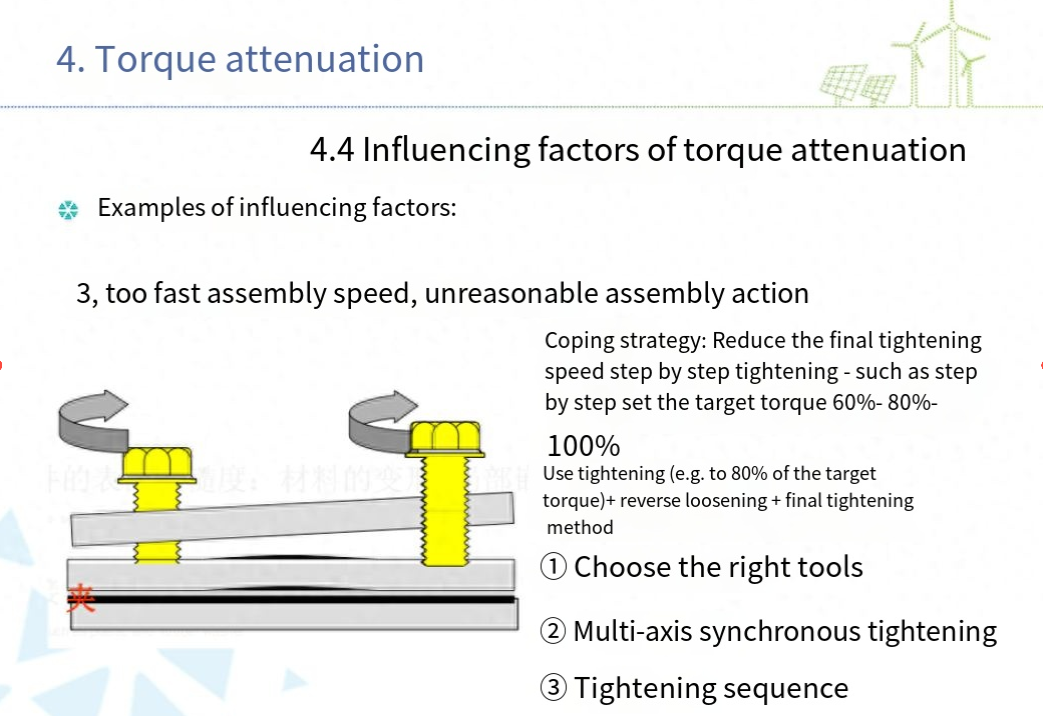
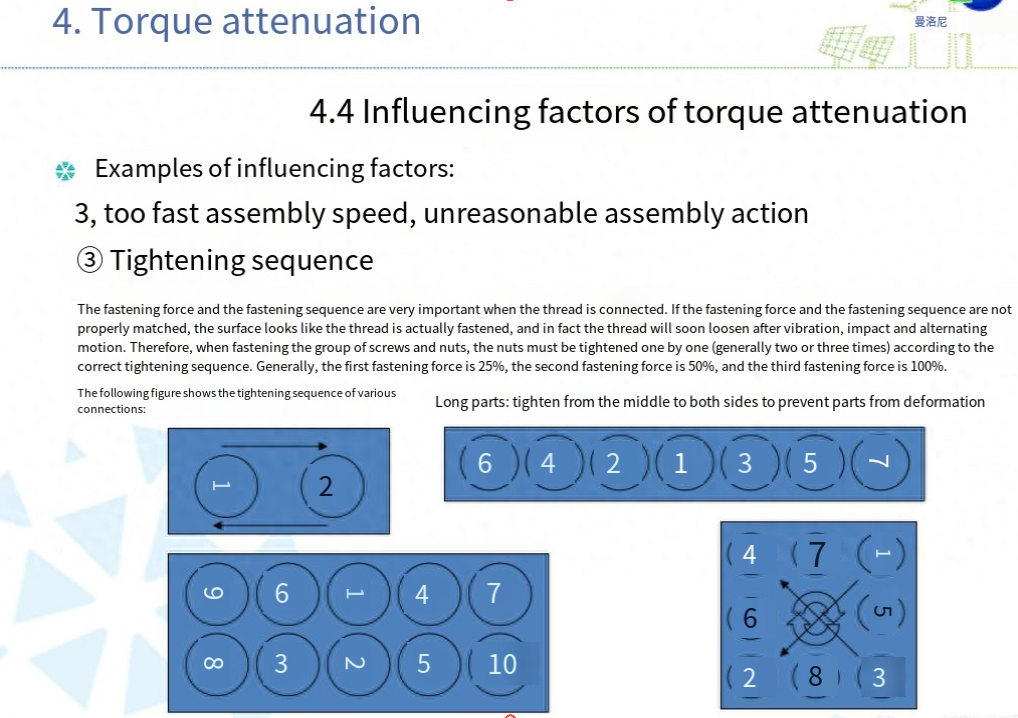
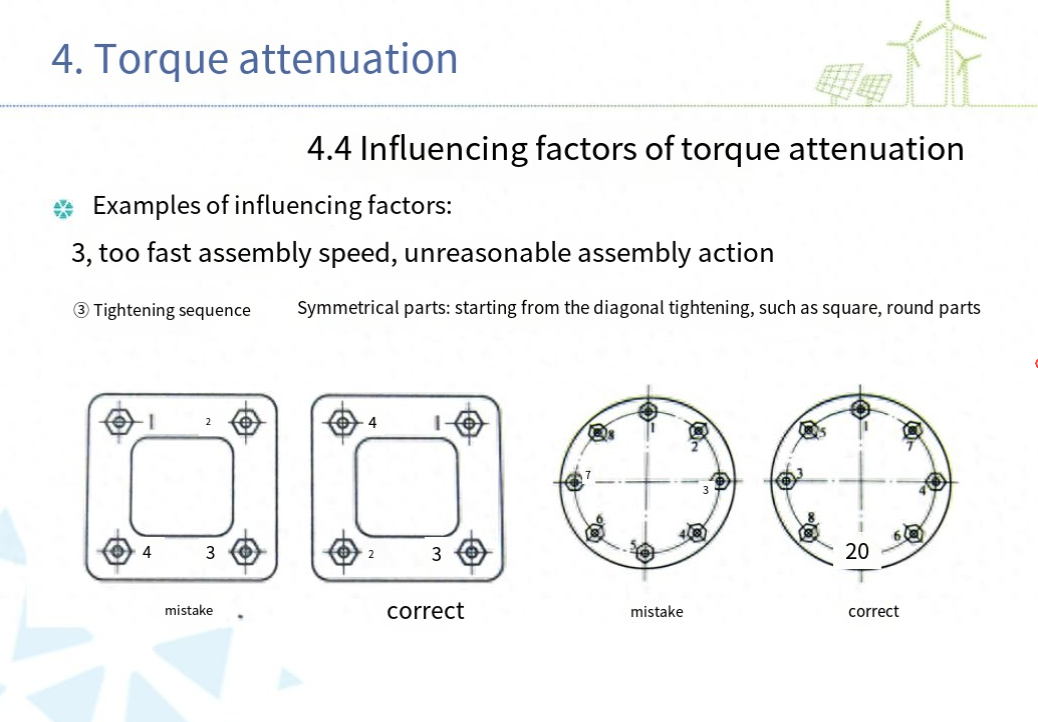
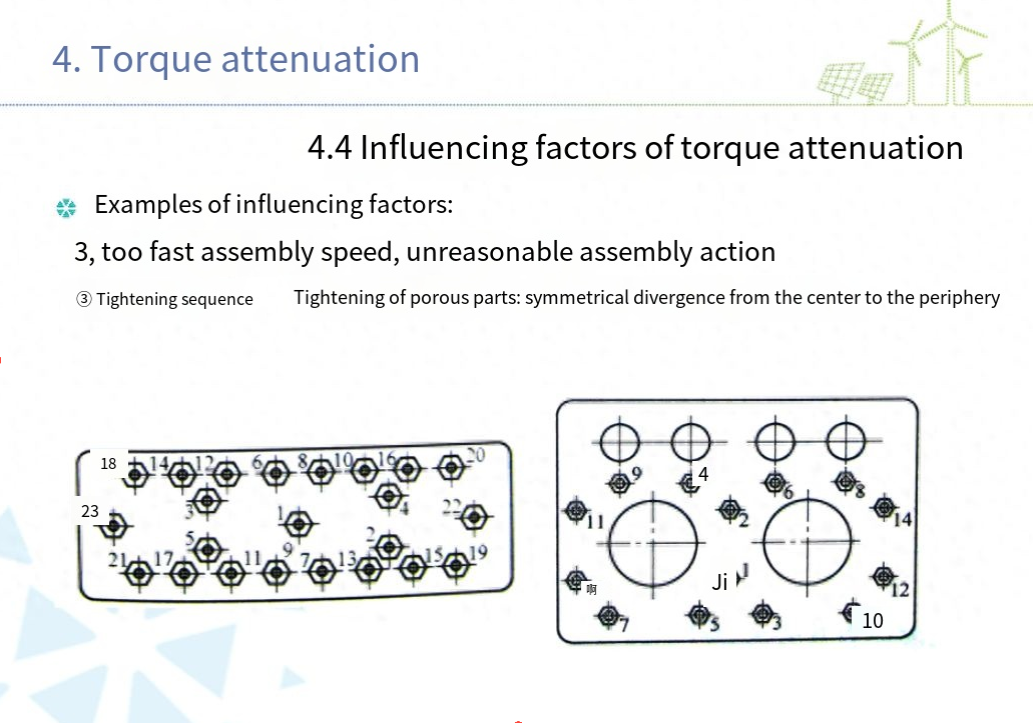
Vinnsluhorn: 1.Herðastefna: Breyttu herðastefnunni, tveggja þrepa herslu eða fjölþrepa herslu, og hlé á 50 ms í herðaferlinu til að losa um teygjanlegt álag og draga úr dempun.2.Herðingarhraði: Þegar vinnsluhlutinn er þrýst á, fer burt undir meiri klemmukrafti, „styttri“ klemmukrafturinn minnkar, leifar togið minnkar samstillt því hraðar sem aðdráttarhraðinn er, því minni sem upphafleg aflögun burrsins er, því meira sem leifar verður. tog minnkar, því getur dregið úr herðahraðanum dregið úr togdempuninni.3.Herðunarröð: Breyttu einása hertu í nokkra ása hertu á sama tíma, sem getur dregið úr togdempun: eða taktu eins ása fjölþrepa hægfara aðhald að markmiði snúningsvægi, sem getur einnig dregið úr togdempun.
Pósttími: Sep-04-2023